В условиях растущей конкуренции на рынке металлообработки предприятия стремятся к повышению точности, скорости и экономичности технологических процессов. Лазерная резка, рубка и гибка металла представляют собой три ключевых направления, которые позволяют создавать детали любой сложности, соблюдая строгие допуски и минимизируя себестоимость продукции. При выборе оптимального метода важно учитывать материал, требуемую геометрию детали, а также производственные мощности предприятия — узнать подробнее.

Технологический фундамент лазерной резки
Лазерная резка основана на концентрации энергии в узком пучке света, который испаряет материал, образуя чистый разрез. Современные системы используют как волоконные, так и CO₂‑лазеры, обеспечивая широкий диапазон мощностей от0,5 кВт до6 кВт. Высокая энергоёмкость позволяет работать с тонкими листами алюминия, а также с более толстыми листами стали толщиной до25 мм.
Принцип действия лазерного луча
Лазерный луч генерируется в активной среде, где происходит усиление света за счёт стимулированного излучения. Затем луч проходит через оптическую систему, где он фокусируется в точку с диаметром менее0,1 мм. При контакте с металлом энергия разогревает материал до температуры плавления, а последующее испарение приводит к образованию кромки без механических напряжений.
Ключевые параметры процесса
- Мощность лазера – определяет глубину проникновения и скорость резки.
- Скорость подачи листа – влияет на качество кромки и количество теплового влияния.
- Фокусное расстояние – регулирует размер зоны нагрева и точность реза.
- Газовая защита – азот, кислород или смесь газов используют для удаления расплава и предотвращения окисления.
Мощность и тип лазера
Для тонких листов (до5 мм) часто выбирают волоконные лазеры мощностью1 кВт –2 кВт, которые обеспечивают быструю резку без значительных тепловых деформаций. При работе с более толстыми материалами предпочтительнее использовать CO₂‑лазеры мощностью4 кВт –6 кВт, поскольку их луч имеет большую глубину проникновения.
Скорость резки и качество кромки
Оптимальная скорость резки зависит от сочетания мощности и толщины листа. При превышении рекомендуемых параметров может возникнуть ороговение кромки, а при слишком низкой скорости – избыточный тепловой ввод, приводящий к деформации детали. Современные системы оснащены датчиками контроля качества, которые в реальном времени корректируют параметры, обеспечивая стабильный результат.
Рубка металла: механические основы
Рубка (или штамповка) представляет собой процесс разрезания листового металла при помощи ножевых станков, где материал разделяется под действием высокой механической силы. Технология применяется для получения прямоугольных, квадратных и фигурных заготовок из листов толщиной от0,5 мм до30 мм.
Виды рубочных машин
- Гидравлические рубочные станки – используют гидравлический цилиндр для создания постоянного давления.
- Пневматические рубочные станки – работают на сжатом воздухе, подходят для небольших серий.
- Электромеханические рубочные станки – комбинируют электрический привод с механическим трансфером, обеспечивая высокую скорость.
- ЧПУ‑рубочные станки – управляются программным обеспечением, позволяют выполнять сложные контуры с минимальными погрешностями.
Преимущества и ограничения
Рубка обладает высокой скоростью обработки и низкой стоимостью эксплуатации, особенно при массовом производстве однообразных деталей. Однако точность реза ограничена механическими зазорами, а кромка часто требует дополнительной обработки (шлифовки, полировки). При работе с материалами высокой твердости (например, нержавеющей сталью) рекомендуется использовать специализированные ножи из быстрорежущей стали или керамики.
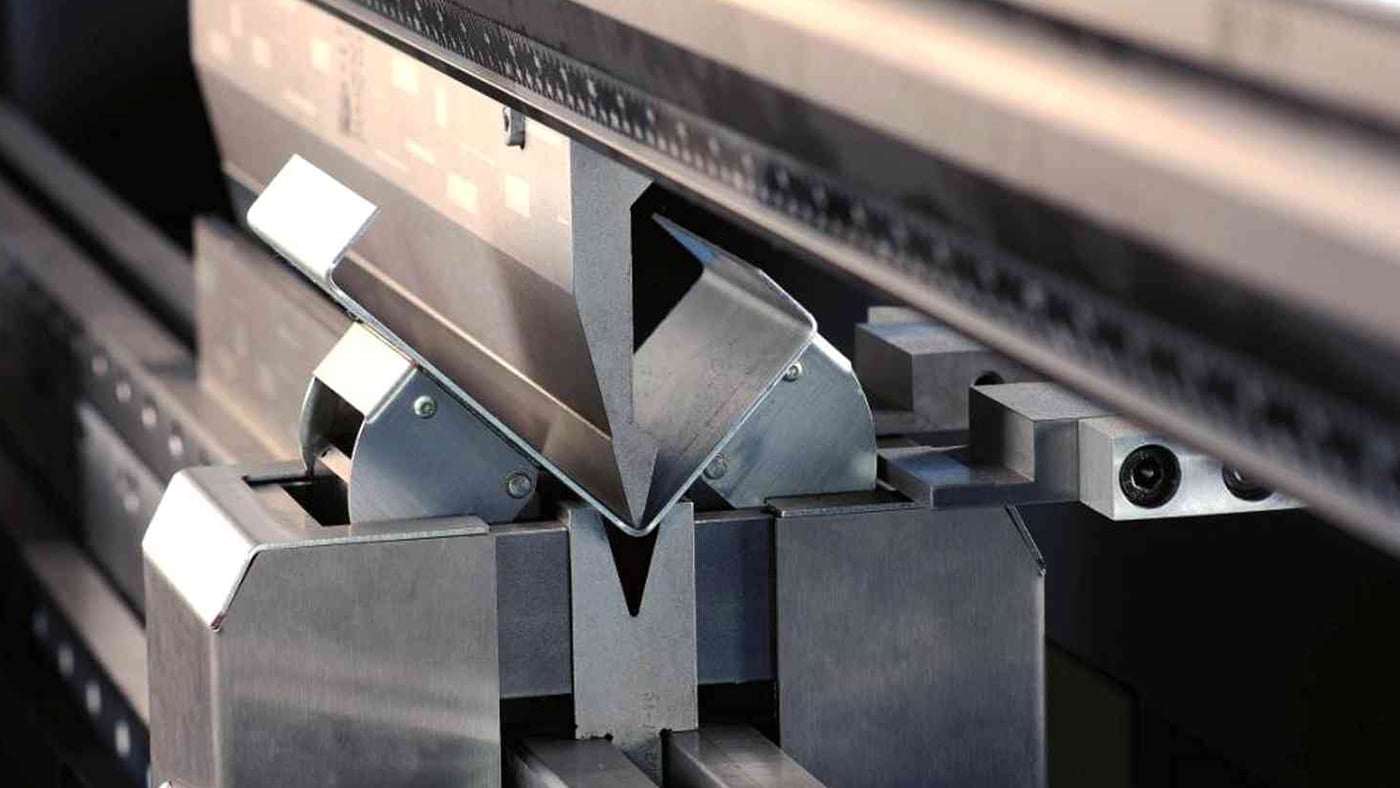
Гибка металла: формирование изогнутых изделий
Гибка – процесс изменения формы листового материала посредством приложения силы, превышающей предел текучести, но не приводящей к разрушению. Гибочные машины позволяют получать детали с различными углами, радиусами и сложными профилями, сохраняя целостность структуры материала.
Методы гибки
- Классическая гибка (плоская) – используется для получения простых углов и прямых изгибов.
- Гибка в вальцах – применяется для создания длинных изгибов с постоянным радиусом.
- Гибка на пресс‑механизме (ЧПУ) – позволяет программировать сложные контуры и комбинировать несколько операций.
- Гибка с помощью гибочного листа (Flex) – обеспечивает гибкость при работе с тонкими листами без риска их пробоя.
Контроль параметров гибки
Точность гибки определяется рядом факторов: сила прижима, угол наклона гибочного инструмента, радиус гибки и тип материала. Современные гибочные центры оснащены датчиками давления и угла, которые автоматически регулируют процесс, предотвращая появление трещин и отклонений от заданных размеров. При работе с высокопрочными сплавами (например, титаном) рекомендуется использовать предварительный нагрев, чтобы снизить риск хрупкости.
Сравнительный анализ технологий
Выбор оптимального метода обработки зависит от множества критериев, включая тип материала, требуемую геометрию, объём производства и бюджет проекта. Ниже представлена таблица сравнения основных параметров лазерной резки, рубки и гибки.
- Точность – лазерная резка обеспечивает допуски до0,05 мм, рубка – до0,2 мм, гибка – до0,1 мм.
- Скорость обработки – рубка обладает наивысшей скоростью при простых контурах, лазерная резка выигрывает при сложных геометриях, гибка зависит от угла и радиуса изгиба.
- Стоимость инструмента – рубочные станки имеют наименьшие инвестиционные затраты, гибочные центры – средние, лазерные системы – самые дорогие, однако их эксплуатационные расходы могут быть ниже из‑за отсутствия износа режущих инструментов.
- Экологические аспекты – лазерная резка минимизирует отходы, гибка сохраняет материал, рубка требует утилизации металлической стружки.
Критерии выбора
- Тип материала (сталь, алюминий, медь, нержавеющая сталь).
- Толщина листа.
- Сложность контура детали.
- Требуемый уровень точности.
- Объём производства (серийный или единичный выпуск).
- Бюджет на оборудование и эксплуатацию.


